



一、写在前面:东莞智造浪潮下的精密传动思考
2026年6月,东莞市工业和信息化局公示了广东省制造业当家重点任务保障专项企业技术改造资金项目资助计划,厚街7家企业拟获近3000万元省级资助,项目涵盖电子信息、精密制造等多个优势产业。几乎同期,总投资5.2亿元的万江沃德智能制造中心正式封顶,聚焦精密零部件与智能装备研发生产。
这些信号指向同一个方向——东莞制造业正加速向高端化、智能化迈进。而在自动化产线的底层,环形导轨作为实现精密循环运动的关键部件,其选型与工程实践能力,直接决定了整条产线的精度与效率。
本文将以环形导轨技术为切入点,结合东莞市华创力自动化科技有限公司(HCL)的模块化环形导轨系统为例,从技术原理、产品选型、安装调试到行业趋势做一个系统梳理,供从事自动化设备设计与集成的工程师参考。

二、环形导轨的技术原理:从直线到闭环的运动逻辑
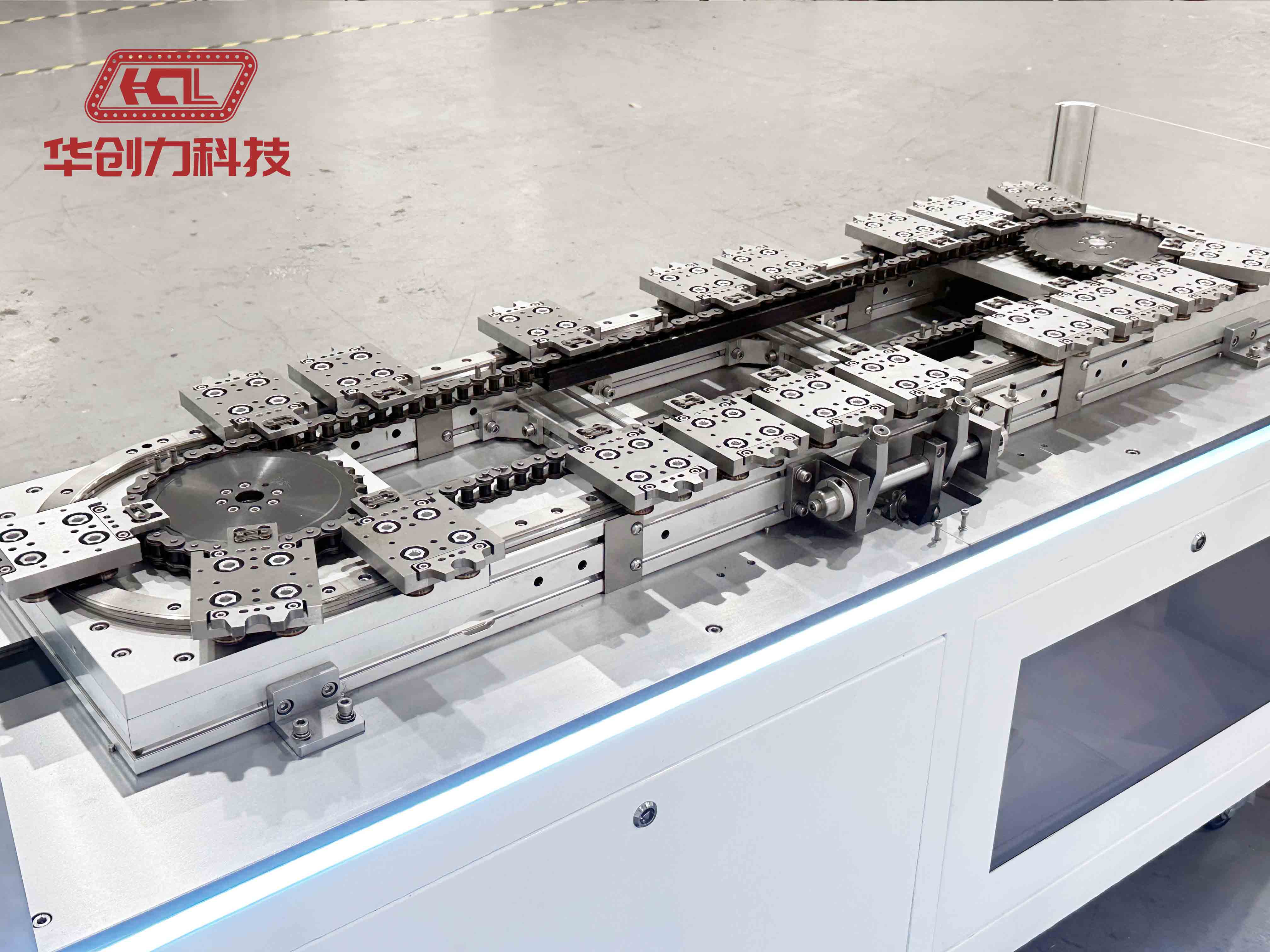
环形导轨的本质,是将直线导轨与圆弧导轨通过精密加工无缝连接成一个闭合回路。滑块在电机(伺服或步进)驱动的同步带、齿轮齿条或链轮带动下,沿着封闭轨道做连续循环运动。
从结构上看,一套完整的环形导轨系统通常由精密圆弧导轨段、直线导轨段、滑块(滑座)、驱动系统(同步带/齿轮)和中央支撑结构组成。滑座在通过圆弧段时,依靠滚轮与导轨面的精密配合实现平滑转向——这是环形导轨区别于直线输送线的核心难点,也是衡量厂家加工精度的关键指标。
环形导轨解决了传统直线流水线间隙大、刚性不足、精度低的问题,凭借高刚性、高精度、抗污染与高速度等优势,成为现代精密自动化产线的优选方案。
三、华创力HCL模块化系统的技术特点
东莞市华创力科技在环形导轨领域有多年的技术沉淀,其推出的模块化环形导轨系统是行业内从“整体定制”向“标准化模块”转型的代表性实践之一。
3.1 产品系列与适用场景
华创力的环形导轨产品主要分为三大系列:
-
V型导轨系列:承载能力强、刚性高、运行平稳,适合重载、高速应用场景,如汽车部件装配、重型物料输送、大型检测设备。
-
T型导轨系列:结构紧凑、高度较低,节省安装空间,适合中等负载场景,如电子元件装配、轻量化包装设备、空间受限的集成方案。
-
带齿导轨系列:集成传动齿条,实现驱动与导向一体化,同步性好,适合需要精确同步的多动子系统或简化设计的旋转分度台。
3.2 单板双轨道一体化设计
华创力推出的“立式/水平单板双轨道”方案,将两根平行的精密直线导轨集成在同一块高强度基础安装板上,构成刚性的、一体化的运动模块。这一设计的核心价值在于:
-
一体化:导轨选型、安装基准面加工、平行度校准等环节在出厂前于恒温车间内完成,简化了客户的现场安装与调试流程。
-
高刚性化:双轨平行布局结合宽大的整体底板,形成稳定的“面支撑”,抗倾覆力矩和偏摆力矩的能力远超单轨系统。
-
模块化:作为预装配的即插即用模块,用户只需将整个底板固定到机架上即可快速构建运动轴。
该方案支持立式和水平两种安装形式。立式安装适用于Z轴升降、垂直抓取、精密压装等场景;水平安装适用于高精度龙门架移动轴、大型负载的精密输送等场景。
3.3 立式环形导轨:向垂直空间要效益
在工业用地日益紧张的背景下,华创力还推出了立式环形导轨输送线方案,通过垂直立体布局提升工厂空间利用率。将产线从“铺开”变为“叠起”,在同等占地面积下有效工位数量大幅增加。系统提供±0.05mm的重复定位精度,适用于新能源电池、精密电子、医疗器械等行业的装配与检测场景。

四、选型实战:从需求到方案的四个步骤
根据行业公开的工程实践,环形导轨的选型可遵循以下四步法:
第一步:明确需求。确定总负载(含偏载力矩)、运行速度、定位精度(重复定位精度目标值)、设备总尺寸和工位布局。
第二步:初选系列。根据负载和空间参考产品系列特点初选V型或T型系列。若需高度集成,可考虑带齿系列。
第三步:计算验证。根据布局图计算轨道总长,分配直轨和弧轨;根据负载计算最大受力点并查阅载荷表验证;根据速度和节拍校核驱动电机功率。
第四步:确认附件。选定润滑系统(手动或自动)、定位方式(气动插销或伺服)、传感器及电机等。
在询价和技术沟通前,建议准备好以下关键参数:
| 参数类别 | 关键内容 |
|---|---|
| 负载与力矩 | 单个滑块上“工件+夹具”的总重量及重心位置 |
| 布局与尺寸 | 闭环形状(圆、椭圆、矩形)、外廓尺寸、安装空间 |
| 运动性能 | 目标节拍、平均速度、最大加/减速度 |
| 精度要求 | 重复停止精度、运行平稳性要求 |
| 工位规划 | 工位总数、工位间距、各工位操作类型 |
| 环境条件 | 油污、粉尘、洁净度、温湿度等特殊要求 |
传动方式的选择上,同步带传动适用于高速(可达3m/s)、轻载、低噪音场景,如3C电子、医疗行业;链条传动适用于重载、有冲击的场景,如汽车零部件搬运。
五、安装与调试要点
环形导轨的安装精度直接决定系统性能。核心原则是:安装基准面的精度必须高于导轨系统要求一个数量级。
5.1 安装工艺要点
-
安装平台建议采用整体加工过的铸铁或钢制平台,平面度建议≤0.02mm/m(若导轨精度要求±0.05mm)。
-
安装顺序:固定安装基准平台并调平 → 安装端部驱动单元和张紧单元 → 按编号顺序拼接中间导轨模块 → 使用扭矩扳手按对角线顺序预紧接口螺栓。
5.2 滑座调节(关键步骤)
滑座调节通常采用“同心轮+偏心轮”组合方式:
-
正确安装同心与偏心滚轮,先将同心轴承完全拧紧,偏心轴承半紧。
-
将滑座放入导轨,旋转偏心滚轮直至轴承与轨道产生均匀预压。
-
完全拧紧偏心轮螺母至规定扭矩。
-
验证:滑座移动应顺滑且有均匀阻力,预压阻力应恒定。
5.3 常见调试问题
-
滑块运行至某处异响或卡滞:检查该处导轨接缝是否平整,安装面是否有异物。
-
停止位置重复性波动大(>±0.05mm) :检查定位机构精度、驱动系统的编码器反馈以及机械间隙。
六、行业趋势:环形导轨市场的几个信号
据行业公开数据,2025年环形导轨相关市场规模已突破35亿元,年复合增长率约12%。电子、医疗、新能源领域对环形导轨的重复定位精度、运行平稳性及定制化适配能力提出了更高要求。
从技术演进来看,环形导轨正呈现几个趋势:
-
模块化与标准化:从“一锤子买卖”的整体定制转向标准模组的灵活组合,缩短交付周期、降低集成成本。
-
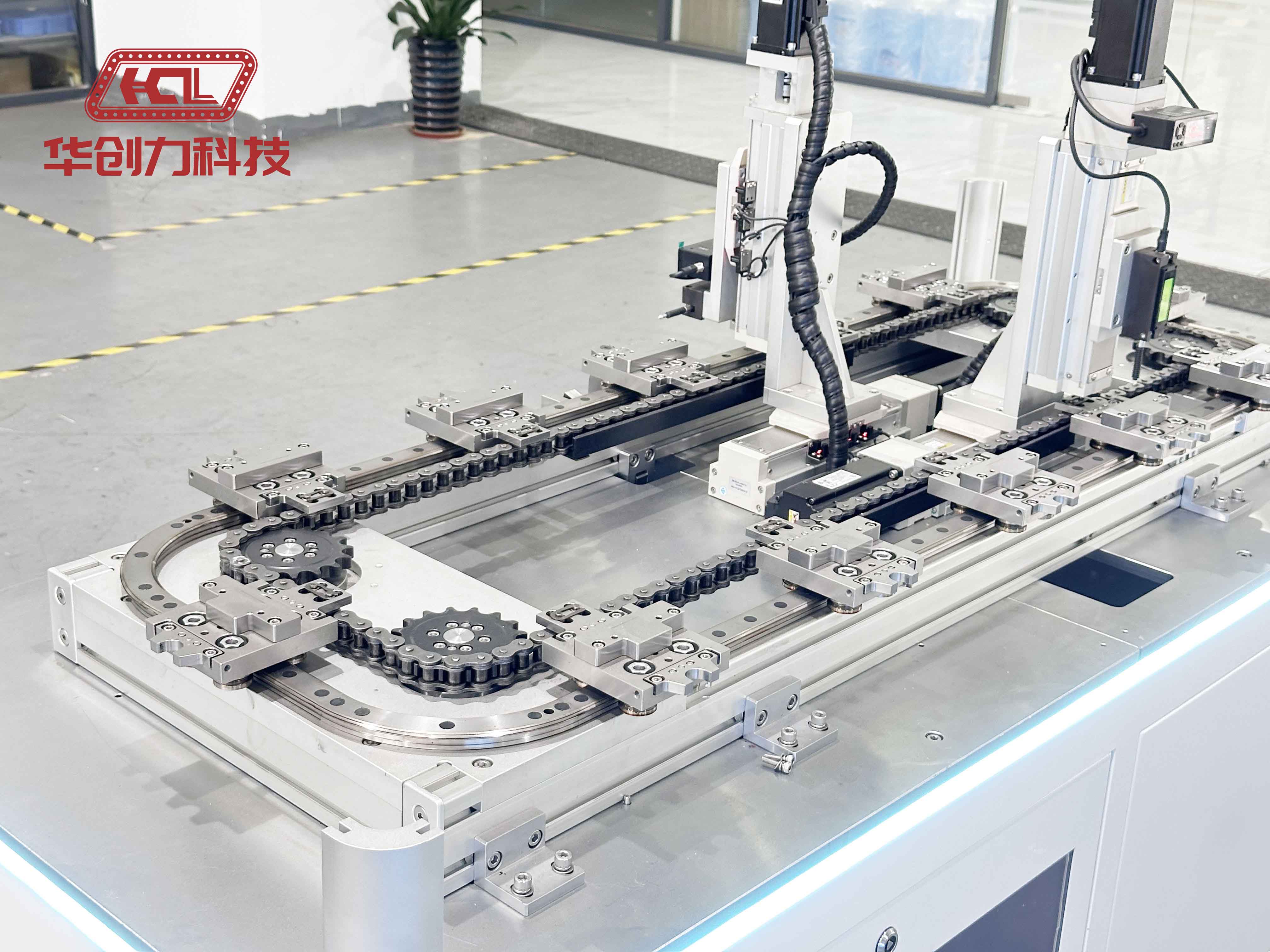
与智能技术融合:环形导轨正与机械手、视觉系统、智能控制算法深度耦合,成为“零人工工厂”的枢纽部件。
-
空间效率优先:立式环形导轨等立体布局方案受到越来越多终端用户的关注。
现代产线对环形导轨系统的需求已从“能用”转向“好用且省心”。关键考量维度包括:重复定位精度(需达到±0.02mm级)、线速度与负载能力、非标定制灵活性,以及全生命周期的售后响应。

七、结语
环形导轨看似只是产线中的一个“零部件”,实则决定了整条自动化线的精度天花板与效率上限。从选型时的载荷校核,到安装时的基准面精度控制,再到调试时的滑座预紧力调节——每一个细节都值得工程师认真对待。
在东莞乃至全国制造业智能化转型的大背景下,环形导轨作为精密传动的核心部件,其技术深度与工程实践能力,正成为自动化设备竞争力的重要组成。希望本文的梳理能对从事相关工作的同行有所帮助。
(本文基于公开技术资料与行业信息整理,旨在技术交流与知识分享,不构成任何产品推荐或商业引导。文中提及的具体产品型号与技术参数仅供参考,实际选型请以厂家最新技术手册为准。)


















 1006
1006

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言










