



第一章:追本溯源——环形导轨是什么?
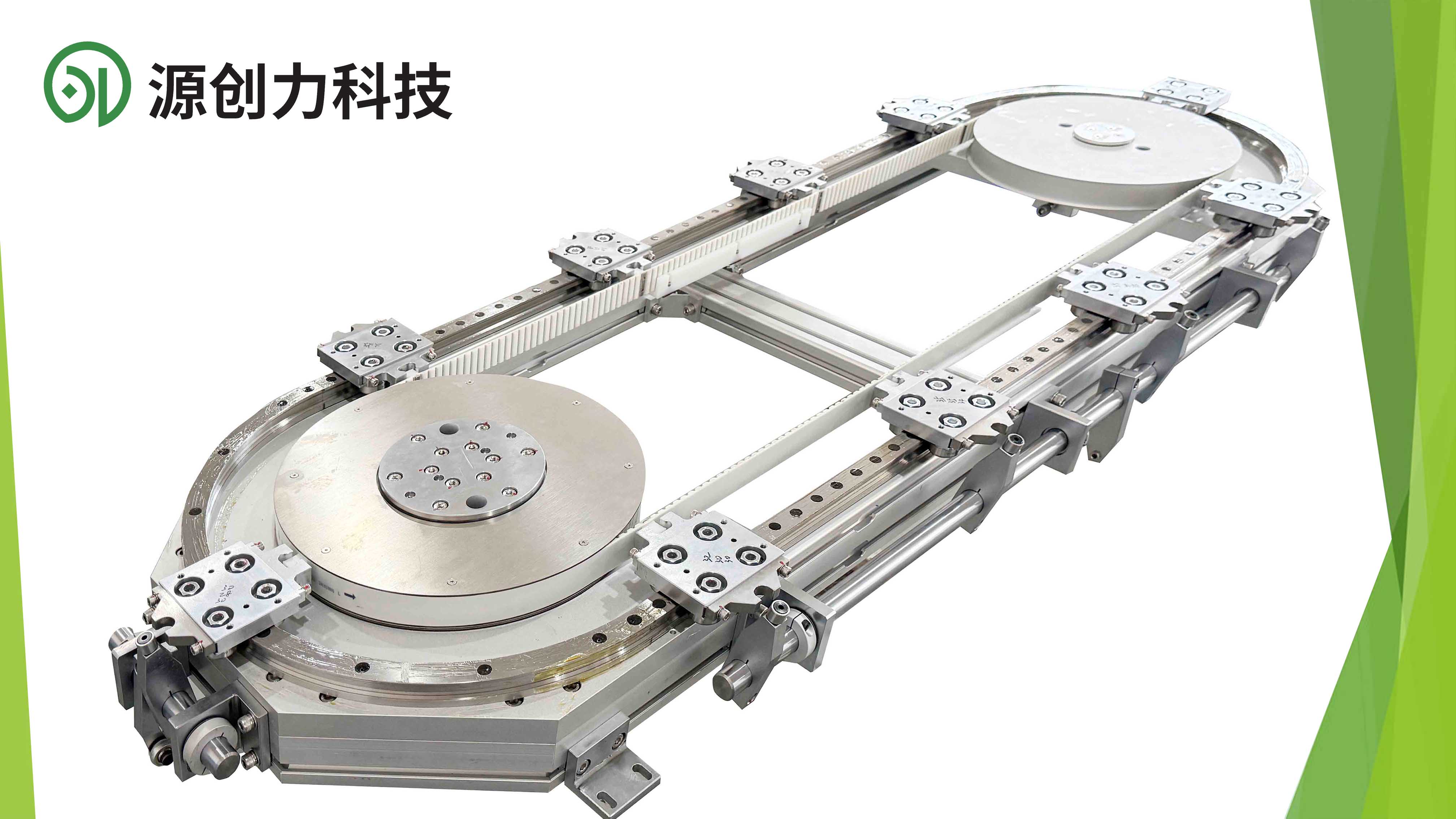
环形导轨,是一种将直线导轨的精密直线运动,通过弧形轨道段连接,转化为精密循环运动的系统。它并非一个简单的机械零件,而是一个由导轨、滑块、滚轮、链条/皮带传动系统及辅助构件组成的精密机电一体化系统。
1.1 发展简史:从“分体式”到“一体化系统”
-
第一代: 早期工程师使用标准直线导轨拼接弧形段,存在接缝精度差、系统刚性弱、维护困难等问题。
-
第二代: 出现了专业的环形导轨制造商,提供一体成型的环形轨道,解决了精度和刚性问题,但传动与控制系统仍需自行集成。
-
第三代(现代): 预加载、模块化、即插即用的一体化环形导轨系统成为主流。它将导轨、滑块、驱动系统(如伺服电机+同步带)集成为一个标准模块,极大地简化了设计、安装与调试流程。
1.2 核心价值:为何它是自动化产线的“最优解”?
与传统的“直线模组+旋转平台”或“定制转盘”方案相比,环形导轨系统在实现循环流水线作业时,具备以下无可替代的优势:
-
高精度与高刚性: 一体式导轨和预紧设计的滑块,确保了在高速运行下的重复定位精度与系统稳定性。
-
高速度与高加速度: 滚轮或滚柱式的线接触设计,使其比传统球轴承能承受更高的加速度。
-
灵活的工位布局: 可在环形布局上轻松设置多个工位,实现“边运动、边加工”,节拍时间极短。
-
节省空间: 紧凑的环形结构,比实现同等功能的直线型布局占地面积更小。
第二章:核心解析——环形导轨的结构与工作原理
一个典型的环形导轨系统主要由以下几部分构成:
2.1 核心机械结构
-
轨道: 采用优质合金钢并经硬化处理,一体成型,确保圆弧段与直线段的平滑过渡和高精度。
-
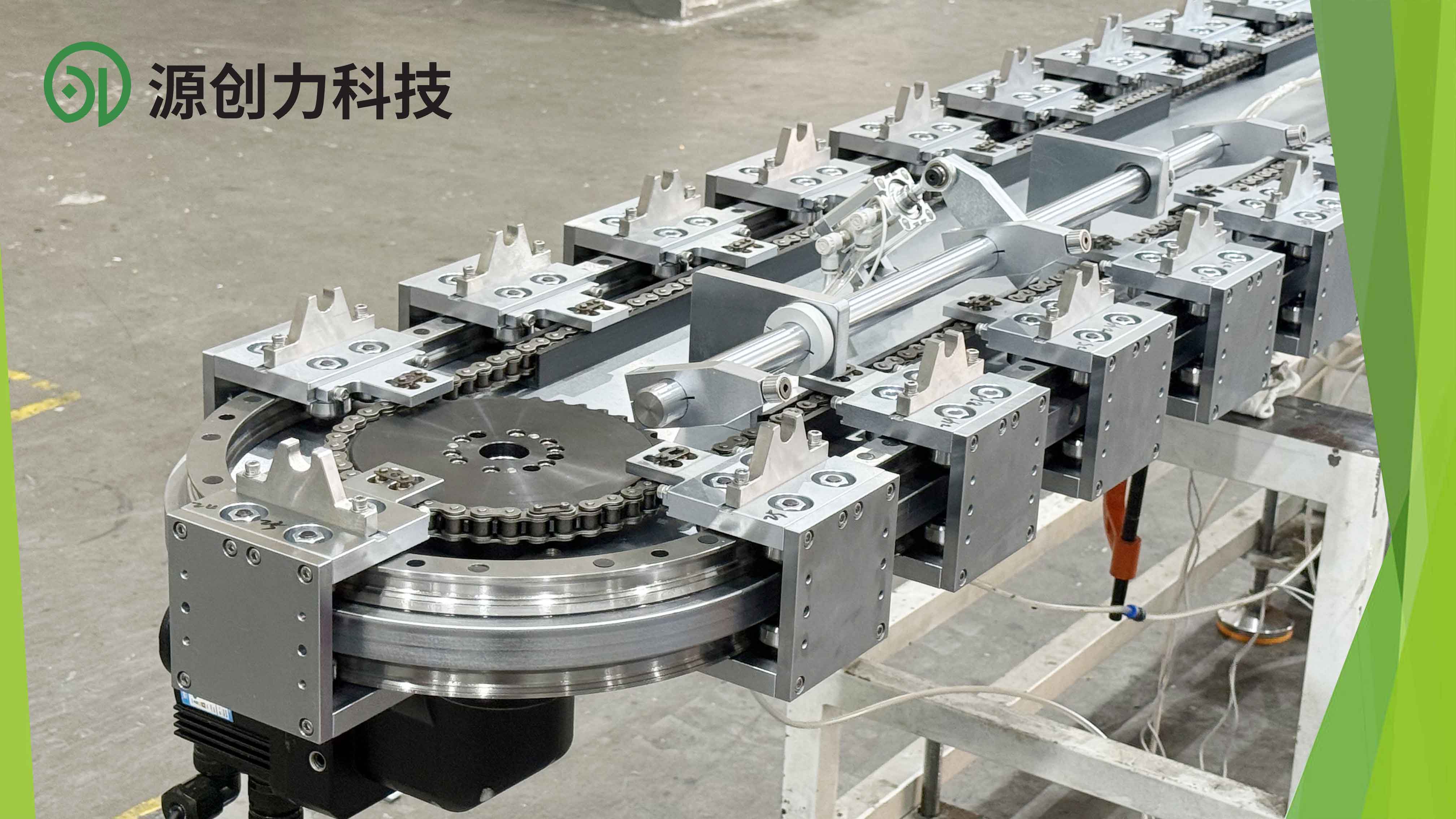
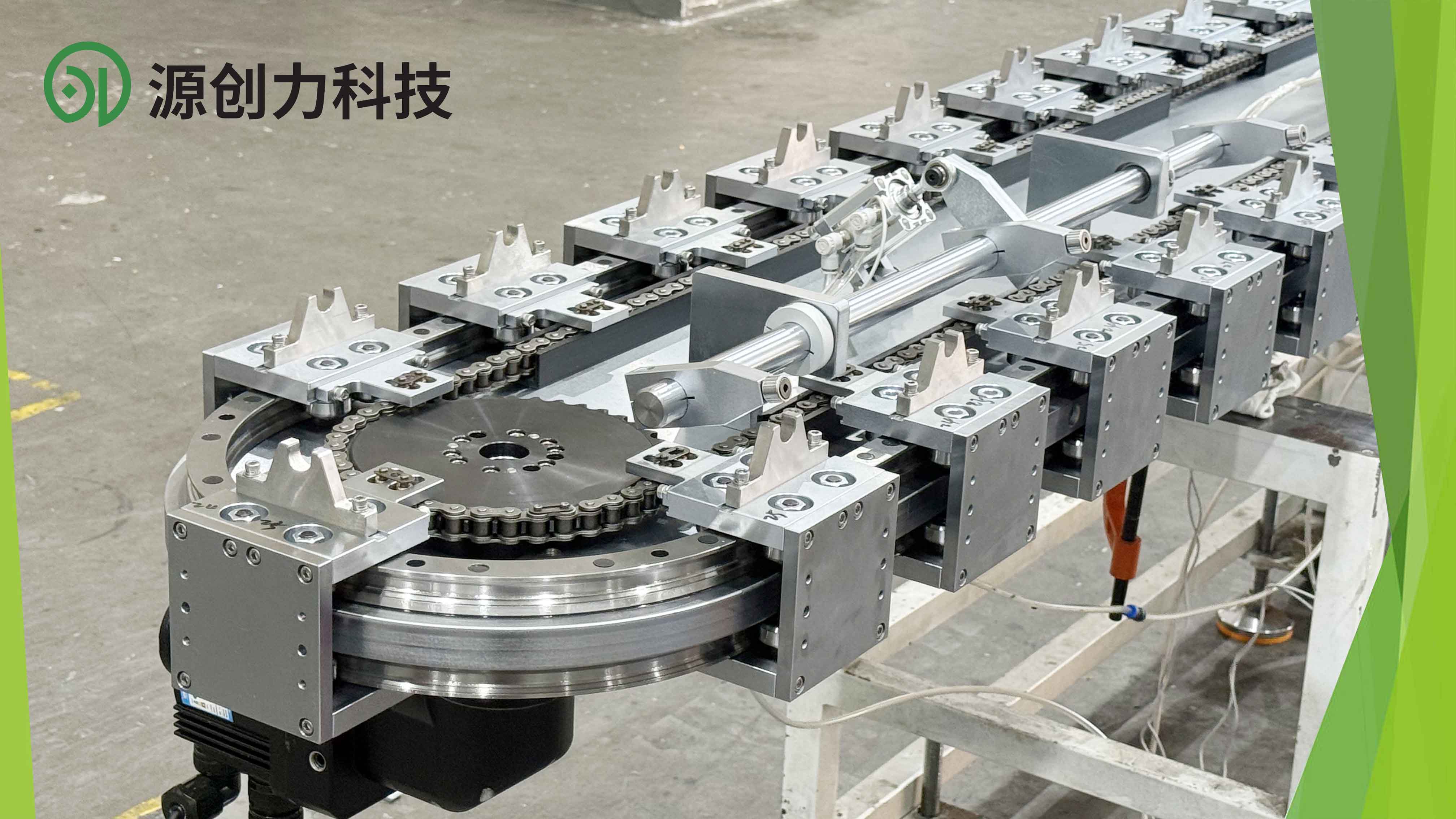
滑块/滑座: 承载工装夹具与负载的核心部件。内部通常采用滚轮或滚柱轴承,与轨道形成线接触,承载能力强,寿命长。
-
滚轮/滚柱: 系统的核心承力与运动单元,其材质、热处理和精度直接决定了系统的性能与寿命。
-
传动系统:
-
同步带驱动(最常用): 通过伺服电机驱动同步带,皮带与滑座固定,带动所有滑座同步运动。结构简单,成本可控,动态响应好。
-
链条驱动: 承载能力更强,适用于重载、长行程场合,但噪音和运动平稳性略逊于同步带。
-
螺杆驱动(少见): 用于特定高精度、短行程场合。
-
2.2 工作流程
-
动力输入: 伺服电机接收控制系统的脉冲/总线指令,开始旋转。
-
传动转换: 电机通过同步带轮/链轮,将旋转运动传递给同步带/链条。
-
运动传递: 与同步带/链条固连的滑座,在摩擦力的驱动下开始运动。
-
精密导向: 滑座内部的滚轮/滚柱沿着精密轨道滚动,将驱动力转化为平稳、精确的直线-圆弧复合运动。
-
精确定位: 通过伺服电机的高分辨率编码器反馈,结合原点传感器、位置检测片,实现各工位的精确定位。
第三章:实战指南——环形导轨的选型计算核心要点
选型不当是设备故障的主要根源。一个科学的选型流程应遵循以下步骤:
3.1 明确设计输入(工况分析)
-
单个滑座总负载 (m): 包括夹具、工件、滑座自身质量(单位:kg)。
-
系统布局尺寸: 环形系统的中心距、半径、直线段长度等。
-
运动曲线 (S-Curve/Trapezoid): 最大运行速度 (Vmax)、加速度 (a)、减速度 (d)、循环时间 (T)。
-
工位数量与间距: 确定滑座数量。
-
定位精度与重复定位精度要求。
-
工作环境: 有无粉尘、油污、是否需要洁净室等级等。
3.2 核心计算:负载、速度与寿命
选型的核心是验证 “等效负载” 与 “额定寿命” 是否满足要求。
1. 计算单个滑座的等效负载 (P)
环形导轨滑座的受力是动态变化的,在直线段和圆弧段,负载对滚轮的压力方向不同。需根据力学模型计算出最恶劣工况下的径向载荷 (Fr) 和轴向载荷 (Fa),然后根据厂家提供的公式计算等效负载 P = X*Fr + Y*Fa(X, Y为厂家提供的系数)。
2. 计算额定寿命 (L10)
环形导轨的寿命通常以 “运行公里数” 计算,其公式为:
L10 = (C / P)^p * 100 (km)
-
L10: 额定寿命(单位:公里),即90%的滑块能达到的运行距离。 -
C: 滑块的基本额定动载荷(单位:N),由厂家提供。 -
P: 计算出的等效负载(单位:N)。 -
p: 寿命指数,对于滚轮/滚柱导轨,通常取 10/3。
3. 验证电机扭矩与速度
根据总负载、加速度和系统效率,计算出所需电机的峰值扭矩与额定扭矩,确保电机选型正确。
选型建议: 强烈建议使用宁波源创力自动化科技有限公司官网提供的 在线选型计算工具 或联系我们的技术工程师进行复核,可大幅提升选型效率与准确性,避免手动计算的疏漏。
第四章:应用实战——环形导轨的典型场景与故障规避
4.1 典型应用场景
-
3C电子行业: 手机、电脑的自动装配、检测、点胶线。
-
新能源行业: 锂电池、燃料电池的叠片、焊接、检测模块。
-
医疗与包装: 高速灌装、封装、贴标、分拣系统。
-
汽车零部件: 小型精密部件的加工、压装与测试。
4.2 实战经验:安装调试与维护要点
-
安装基准: 环形导轨对安装基面的平面度和平行度要求极高,必须使用精密铣床加工或人工刮研以确保基准。
-
传动同步性: 在多滑座系统中,需确保同步带/链条的张紧力适中,避免滑座间产生位置偏差。
-
润滑与密封: 选择厂家推荐的润滑脂,并严格按照保养周期进行。在恶劣环境下,必须选用高防护等级(如IP54及以上)的型号。
-
常见故障规避:
-
精度丢失: 检查安装基准、滑块预紧力是否松动、轨道是否有磨损或污染。
-
异响与振动: 检查润滑情况、同步带张紧力、轨道内是否有异物。
-
滑块卡死: 通常是严重润滑不良或外部硬质颗粒侵入导致,需彻底清洗并更换损坏部件。
-
第五章:总结与展望
环形导轨作为精密循环自动化系统的基石,其正确的理解、选型与应用是实现设备高可靠性、高节拍生产的关键。从理解其一体化系统本质,到掌握科学的选型计算方法,再到规避现场应用的常见陷阱,是每一位自动化工程师的必备技能。
未来,环形导轨技术将向着 “更高精度、更高速度、更智能化” 的方向发展。集成位置反馈、具备状态监测(CMS)功能的智能环形导轨系统,将是下一代智能工厂的重要组成部分。


















 1228
1228

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言










